Smart Factory with 7 Axes Robot and Digital Twin (Smart Factory)














PL-988015
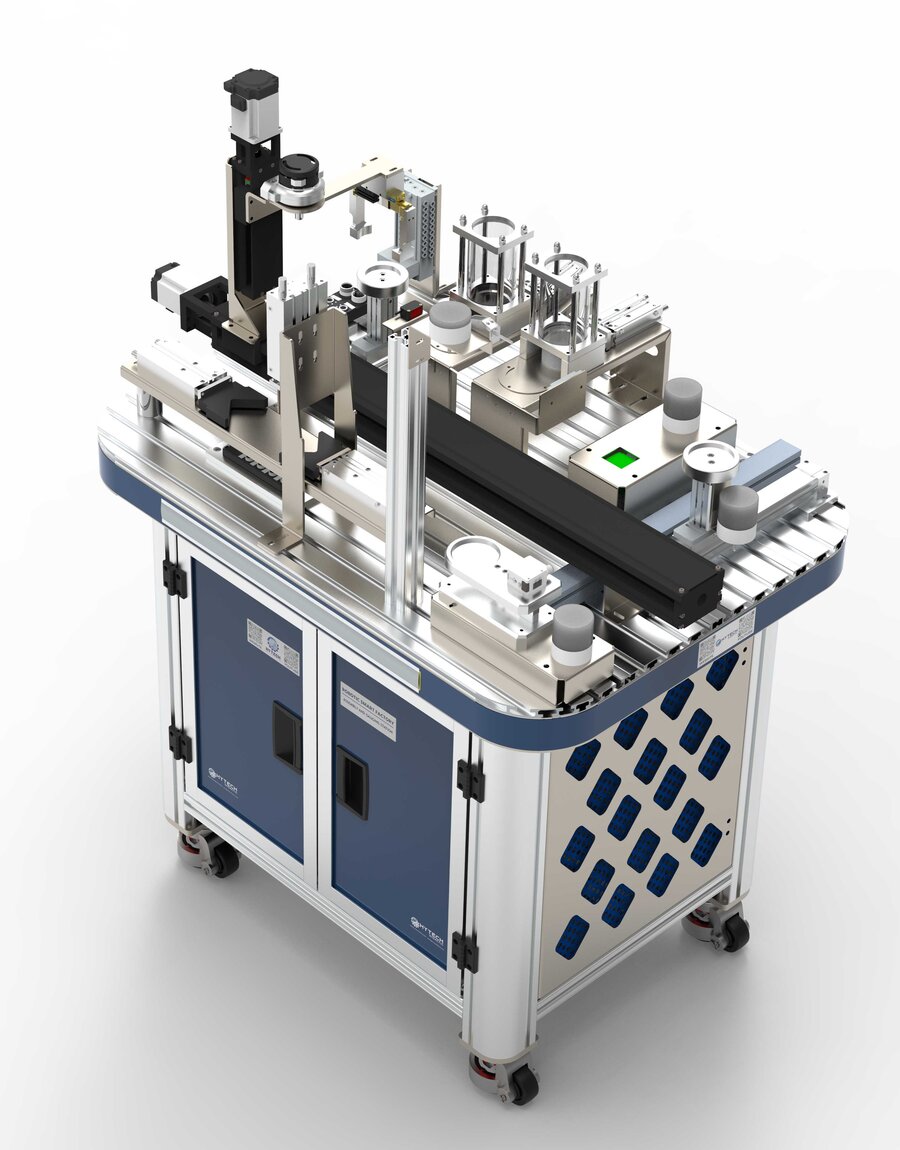
Robotic Smart Factory with Digital Twin & Remote Commissioning
Hytech Automation’s Robotic Smart Factory is an advanced Industry 4.0 training and demonstration platform designed to replicate real-world smart manufacturing environments using industrial automation, robotics, PLC-HMI integration, SCADA, IIOT, machine vision, RFID, servo systems, and digital twin technologies.
The system provides comprehensive hands-on training in industrial automation workflows including robotic handling, smart inspection, automated assembly, packaging, data acquisition, process monitoring, and connected manufacturing operations. Built using real industrial-grade automation components, the Smart Factory enables learners to understand the complete lifecycle of modern manufacturing systems.
The Smart Factory integrates multiple industrial stations connected through a centralized PLC-HMI-SCADA-IIOT architecture, enabling real-time machine communication, production monitoring, data analytics, and remote commissioning.
Integrated Smart Factory Stations:
- Bearing Dispensing & Pneumatic Gauging Station
- Vision Inspection Station with Cognex Vision System
- Assembly & Gauging Station
- Packaging & ASRS Storage Station
- 7-Axis Gantry Robot with Automatic Tool Changer
- Central Control Unit with PLC, HMI, SCADA and IIOT
Key Features:
- Complete Industry 4.0 and Smart Manufacturing training platform
- Integrated PLC, HMI, SCADA, MES and IIOT architecture
- Industrial robot with gantry-mounted 7th axis for inter-station transfer
- Automatic robotic tool changer with pneumatic and vacuum grippers
- RFID-based tracking and traceability system
- Cognex machine vision inspection and defect detection
- Servo motor and linear motion-based automation
- IO-Link based smart sensor integration
- SCADA-based centralized monitoring and diagnostics
- Real-time production data acquisition and dashboard monitoring
- Digital Twin integration with Siemens Tecnomatix and MCD
- Remote commissioning and virtual simulation capabilities
- Offline PLC, HMI and robot programming environment
- Industrial aluminum extrusion-based modular structure
- Transparent polycarbonate safety enclosure with door interlocks
Learning Outcomes:
- Understand industrial PLC architecture, programming and process control
- Develop HMI applications for industrial machine operation
- Design and integrate SCADA systems for centralized monitoring
- Implement Industrial IIOT and Edge-based communication systems
- Perform robot programming, motion control and tool changer integration
- Understand servo motor systems and industrial positioning applications
- Integrate machine vision systems with PLC and robotics
- Work with RFID systems for industrial traceability applications
- Understand pneumatic automation and electro-pneumatic control systems
- Learn Digital Twin concepts using Siemens Tecnomatix and MCD
- Perform virtual commissioning and offline process validation
- Understand smart factory architecture and Industry 4.0 workflows
- Develop practical troubleshooting and industrial maintenance skills
Digital Twin & Virtual Manufacturing:
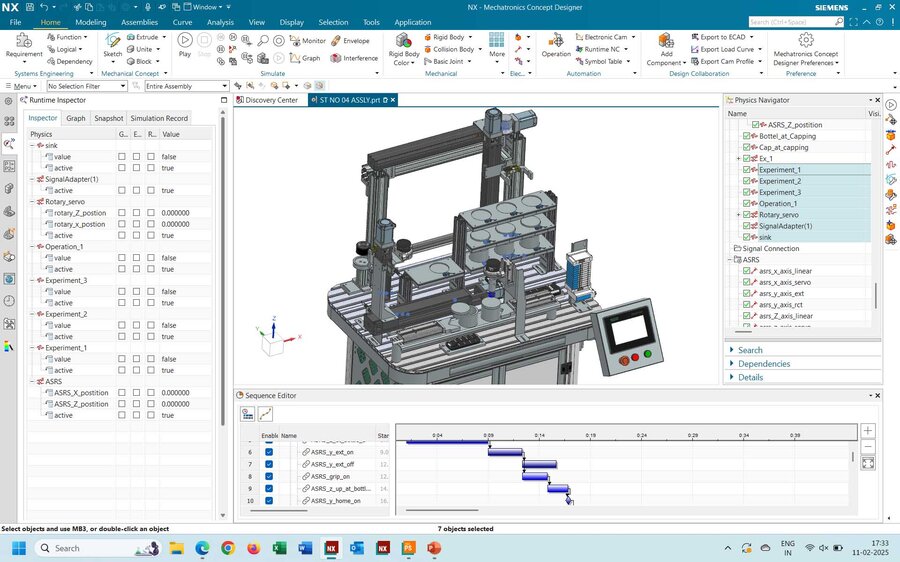
The Smart Factory is integrated with advanced Digital Twin software platforms including Siemens Tecnomatix Process Simulate and Mechatronics Concept Designer (MCD). Learners can simulate robotic operations, validate PLC logic, optimize production flow, and perform virtual commissioning before actual deployment.
This enables safe experimentation, reduced commissioning time, process optimization, and enhanced understanding of modern digital manufacturing concepts.
Industrial IIOT & Smart Monitoring:
The system supports Siemens Industrial Edge and Node-RED based IIOT applications for real-time machine connectivity, remote monitoring, predictive maintenance, and industrial dashboard development. Trainees gain exposure to modern connected manufacturing technologies used in smart factories worldwide.
Applications:
- Industry 4.0 Training Labs
- Industrial Automation Training
- Robotics and Mechatronics Education
- Smart Manufacturing Demonstration
- Digital Twin and Virtual Commissioning Training
- PLC-HMI-SCADA Integration Training
- Industrial IIOT and Edge Computing Training
- Engineering Colleges and Universities
- Technical Training Institutes
- Industrial Skill Development Centers
Robotic Smart Factory – Technical Specifications & Functional Overview
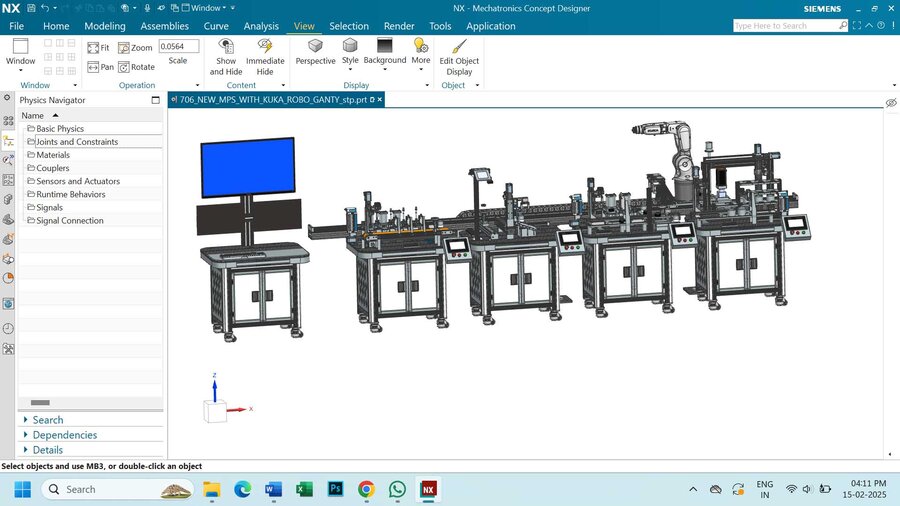
Hytech Automation’s Robotic Smart Factory is an advanced Industry 4.0 training and demonstration platform designed to provide hands-on experience in robotics, PLC-HMI-SCADA integration, Industrial IIOT, machine vision, RFID systems, servo motion control, digital twin technology, and smart manufacturing workflows.
The system integrates multiple industrial automation stations connected through a centralized PLC, HMI, SCADA, and IIOT architecture, enabling learners to understand complete smart factory operations from inspection and assembly to packaging, storage, analytics, and remote monitoring.
Industrial Robot with Automatic Tool Changer
The Smart Factory includes a high-performance industrial robot mounted on a servo-driven 7th-axis gantry system for intelligent inter-station material handling and automation.
Key Features:
- Industrial robot with automatic tool changing system
- Servo-driven 7th-axis gantry for long travel operations
- Automatic switching between pneumatic grippers, vacuum grippers, and custom end-effectors
- High-precision multi-axis robotic motion control
- Integrated PLC, HMI, and SCADA-based operation and monitoring
- Industrial safety interlocks and sensor-based monitoring
- Offline robot programming and Digital Twin integration
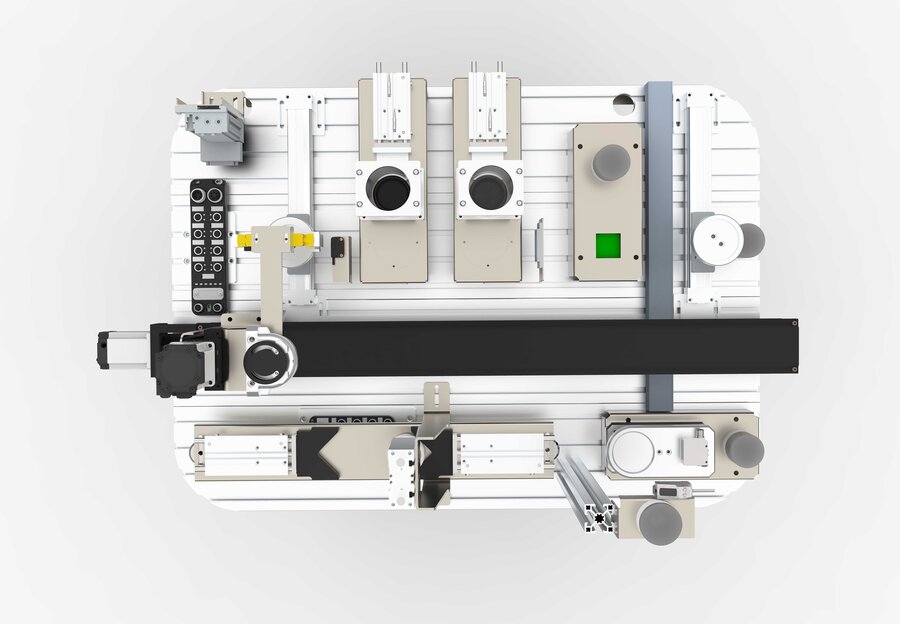
Station 1 – Bearing Dispensing & Pneumatic Gauging Station
This station performs automated sorting of bearings with identical outer diameters but different inner diameters using pneumatic gauging technology. Non-conforming components are automatically rejected.
Key Functionalities:
- Pneumatic gauging-based quality inspection
- Servo-driven positioning systems
- Automatic rejection mechanism
- Sensor and reed switch integration
- Pneumatic solenoid valve operation through PLC
Learning Outcomes:
- PLC and HMI integration
- Sequential PLC programming
- Servo system operation and referencing
- Pneumatic automation integration
- Quality-based sorting logic
- SCADA and robot integration
Station 2 – Vision Inspection Station
This station integrates a Cognex industrial vision system for automated inspection and classification based on predefined inspection parameters. Accepted and rejected components are automatically sorted.
Key Functionalities:
- Industrial machine vision inspection
- Defect detection and classification
- Automated sorting operations
- Servo and pneumatic actuator integration
- Robot-assisted material transfer
Learning Outcomes:
- Vision camera teaching and configuration
- PLC and vision system integration
- Servo positioning applications
- Pneumatic motion control
- Robot and SCADA integration
Station 3 – Assembly & Gauging Station
This station performs automated assembly and inspection operations using weight sensing, color sensing, level gauging, and RFID-based traceability systems.
Key Functionalities:
- Weight, color, and level-based inspection
- RFID-based product tracking and traceability
- Automated bearing housing assembly
- Real-time process data acquisition
- Sensor-based decision making
Learning Outcomes:
- RFID read/write integration
- Color sensor and load cell applications
- Industrial sensor integration with PLC
- Real-time production data tracking
- PLC, SCADA, and robot integration
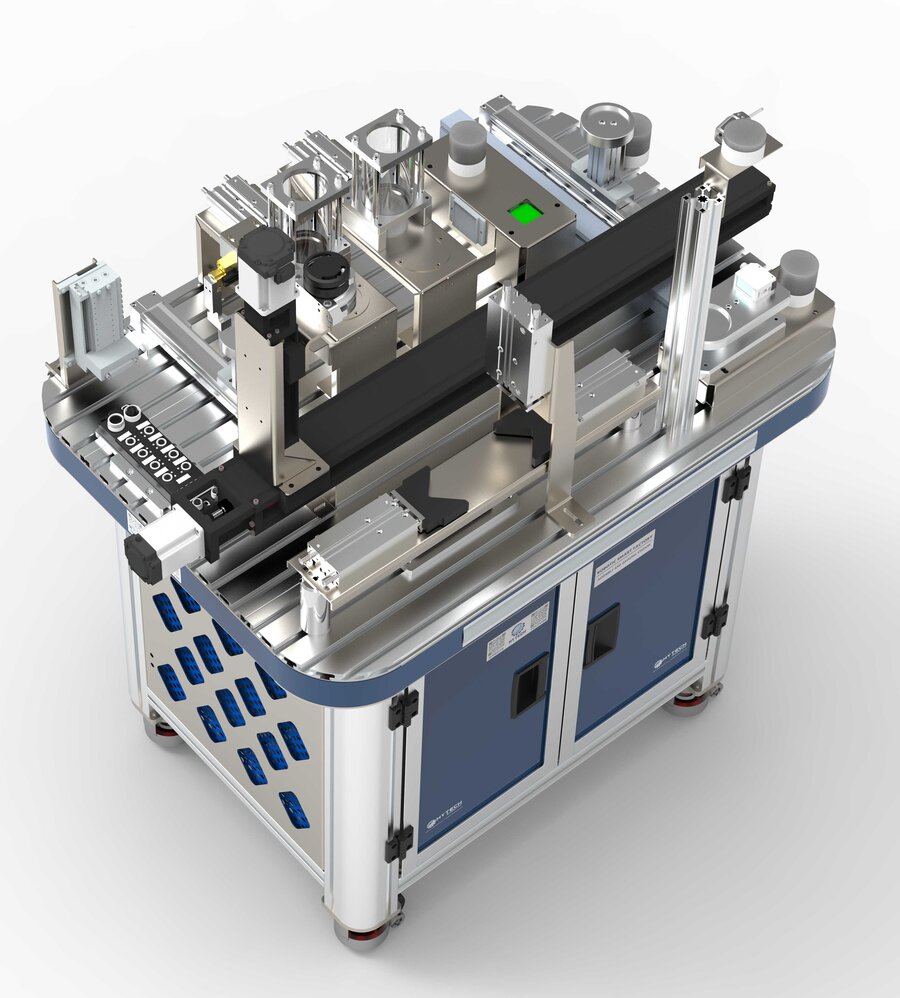
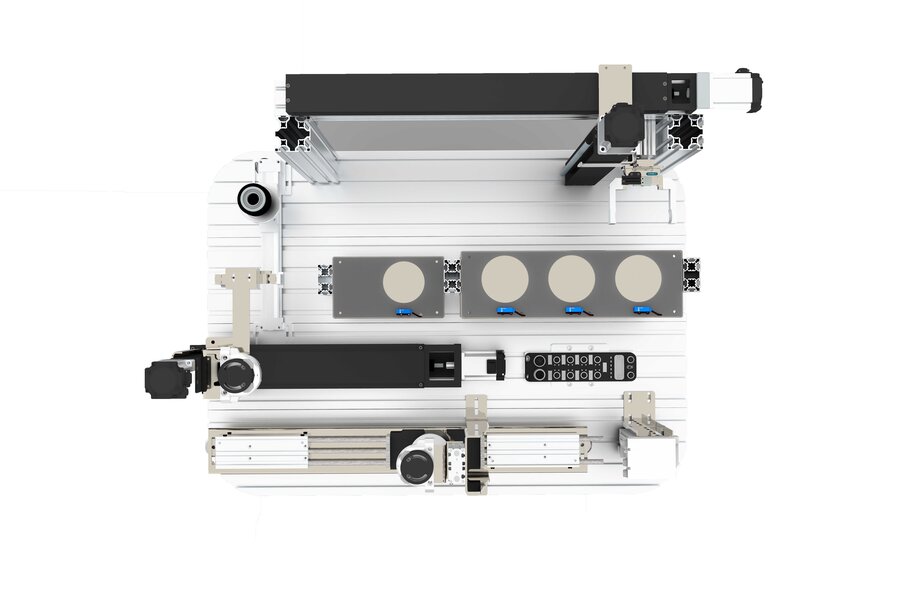
Station 4 – Packaging & Storage (ASRS)
The packaging and storage station utilizes an ASRS-based Cartesian robot for automated retrieval, packaging, capping, and storage operations.
Key Functionalities:
- Automated Storage and Retrieval System (ASRS)
- Servo-driven pick-and-place operations
- Vacuum-based capping mechanism
- Automated storage handling
- Pneumatic gripper and rotary actuator integration
Learning Outcomes:
- ASRS operation and applications
- Servo positioning and teaching
- Pneumatic rotary and gripper operations
- PLC and HMI integration
- Industrial automation workflow understanding
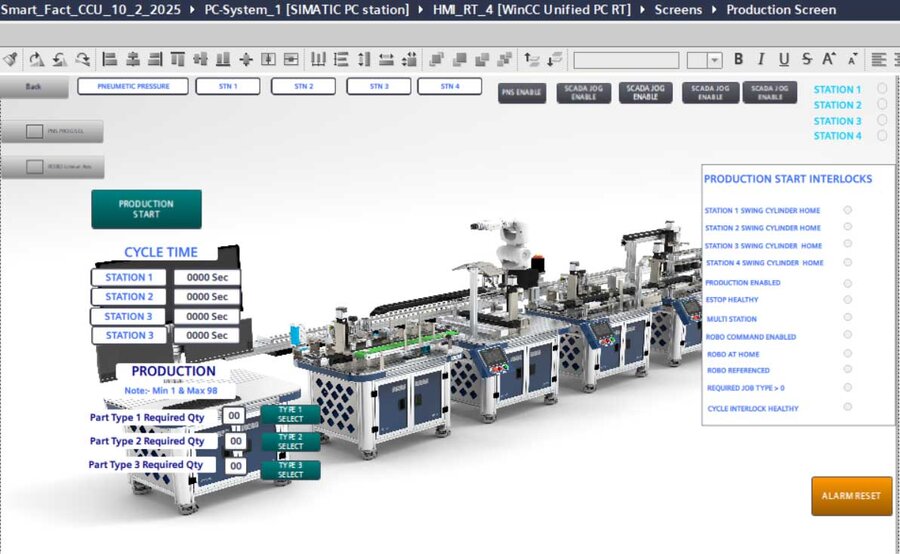
Central Control Unit (CCU) with PLC, HMI & SCADA
The Smart Factory includes a centralized control architecture integrating all stations, robots, sensors, drives, and automation modules through industrial PLC, HMI, SCADA, and Industrial IIOT platforms.
System Features:
- Centralized PLC and HMI operation
- SCADA-based monitoring and diagnostics
- Industrial communication using PROFINET, OPC UA, MQTT and IO-Link
- Real-time production monitoring and analytics
- Centralized process visualization and control
- Remote commissioning and diagnostics
Learning Outcomes:
- SCADA design and implementation
- Industrial communication protocols
- CCU architecture and operation
- 7th-axis robot integration
- Remote monitoring and diagnostics
- Complete smart factory workflow management
Industrial IIOT & Smart Manufacturing
The Smart Factory integrates Siemens Industrial Edge technology for Industrial IIOT applications, enabling real-time data acquisition, edge analytics, remote monitoring, and predictive maintenance.
IIOT Features:
- Edge-to-cloud connectivity
- Real-time industrial dashboard monitoring
- Industrial data logging and analytics
- Remote machine monitoring
- MQTT and OPC UA communication
- Condition-based monitoring applications
Digital Twin & Virtual Commissioning
The Smart Factory is integrated with Siemens Tecnomatix Process Simulate and Mechatronics Concept Designer (MCD) for Digital Twin-based simulation and virtual commissioning.
Capabilities:
- Offline robot programming
- Virtual PLC-HMI validation
- Robot path planning and optimization
- Real-time simulation of manufacturing operations
- Process validation before physical deployment
- Reduced commissioning time and operational risk
Learning Management System (LMS)
The Smart Factory includes a Learning Management System (LMS) with structured training modules for robotics, PLC programming, SCADA, IIOT, digital twin integration, and smart manufacturing technologies.
LMS Features:
- Step-by-step guided practical training
- Continuously updated industrial content
- Custom course and assessment creation
- Certification and performance tracking
- Trainer and student management tools
Applications:
- Industry 4.0 Training Labs
- Robotics & Automation Training Centers
- Engineering Colleges & Universities
- Digital Manufacturing Demonstration Centers
- Industrial Skill Development Programs
- Smart Factory & IIOT Research Labs
What is this?
These percentage scores are an average of 0 user reviews. To get more into detail, see each review and comments as per below
If you have used this product, support the community by submitting your review



